一、设备概述
涂布机是我公司根据国内锂电池生产厂家高精度,高品质要求而设计的一种新型生产型涂布机。该设备特点是:整机采用高精度立板结构,运行稳定;采用高速计算功能的中央控制器,模块化设计、集数字量模块、模拟量控制技术与一体化控制技术;先进的张力PID计算自动保持涂布张力恒定的输出控制;刮刀采用高精度移位传感器与伺服电机结合自动调整;
2、设备特点
| 1 | 涂布模式 | 连续涂布 |
| 2 | 刮刀机构精密调节 | 伺服电机带动高精度丝杆移动升降刮刀,升降调节精度为0.002mm,共2套 |
| 3 | 胶辊移动机构精密调节 | 进口伺服电机带动高精度丝杆移动胶辊,移动调节精度为0.01mm,共2套 |
| 4 | 走带全程精密纠偏控制 | 放卷纠偏、收卷纠偏,共2套 |
| 5 | 走带全程高精度恒定变频张力控制 | 放卷区恒定张力、收卷区恒定张力,共3套 |
| 6 | 烘箱循环风设计,节省损耗 | 鼓风机、抽风机独立风门调节,共1节 |
| 7 | 烘箱全不锈钢结构 | 不锈钢箱体,不锈钢发热管,不锈钢风机,不锈钢架子、不锈钢封板,长度1米 |
| 8 | 过辊选用大直径镜面铝辊,耐五年以上磨损 | 进口过辊轴承 |
| 9 | 强大完善的控制系统 | 危险操作保护,报警提示,故障维修帮助 |

二、操作流程
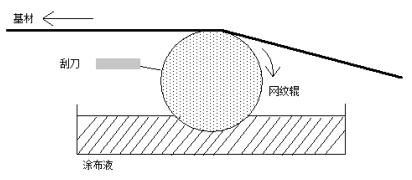
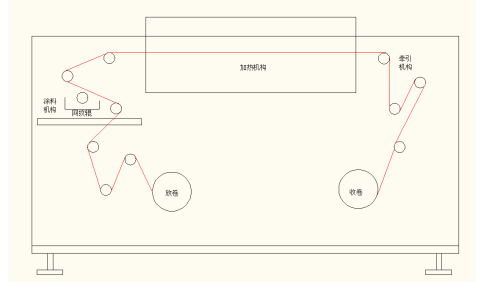
安放在放卷装置上的极片基材经自动纠偏,PID张力自动调整放卷张力大小后进入微型凹版涂布头,极片按涂布系统的设定程序进行涂布。涂布后的湿极片进入烘箱由循环热风进行干燥。干燥后的极片经张力系统调整张力,同时控制收卷速度,使它与涂布速度同步。极片由纠偏系统自动纠偏使其保持在设定位置,由收卷装置进行收卷。
三、设备技术参数
1.1 外形尺寸: | 需求安装空间 |
1节箱体 | 长2500mm * 宽1400 * 高1550,箱体长度1000mm |
1.2 配置电源 | AC380V五线,三相主线使用15mm²或以上,零线6mm²,地线4mm²,总电源开关50A |
1.3 配置压缩气源 | 干燥气体≧0.7MPA,20L/min |
1.4 设备功率 | 烘箱:启动功率≈12KW,平均运行功率≈7KW/H 选型补充,烘箱启动功率≈13W(发热管12KW,风机0.75KW) |
1.5 正常运行基材范围 | 铝箔10um~25um; 铜箔6um~15um; |
1.6 有效涂布宽度 | 涂层宽度≤200mm |
1.7 正常单面涂布厚度范围 | 厚度可选择涂1um~30um |
1.8 正常涂布精度 | 单面涂布厚度精度≤1~2um |
1.9 涂布方式 | 微凹版涂布,反转吻合连续涂布方式,可中间留间隙(尺寸定做) |
1.10 适合浆料黏度 | 500~2000 Cps |
1.11 运行速度 | 涂布正常速度0.5m/min~3m/min;机械速度1m/min~6m/min |
1.12 烘干温度范 | 室温~80摄氏度,温度偏差≤±3摄氏度 |
1.13 收放卷纠偏精度 | ≤±0.5mm |
1.14重量 | 2T |
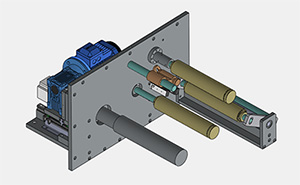
四、设备部件结构
4.1 放卷机构 | |
| |
放卷底架 | 矩形通焊接,CNC加工中心铣平面、钻孔,烤漆 |
放卷架立板 | CNC加工中心铣平面、钻孔,表面电镀 |
直线轴承 | 进口轴承 |
气动元件 | 亚德客 |
放卷电机 | 张力专用变频电机 |
气胀轴 | 台湾合资,单放卷结构,最大放卷卷径Ø250mm,最大承重200KG |
纠偏控制器 | 研科科技 |
浮辊机构 | 精密零件,精密电位器,台湾低摩擦气缸,进口恒压调压阀 |
压带机构 | 气缸驱动铝合金压条,亚德客气缸, 一套 |
操作面板 | 暂停、停止、涂布、放卷正转、放卷反转、压带功能 |
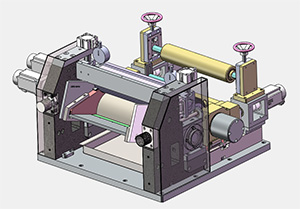
4.2 涂布机构 | |
| |
机头底架 | 矩形通焊接,CNC加工中心铣平面、钻孔,烤漆 |
机头立板 | CNC加工中心铣平面、钻孔,表面电镀 |
涂辊、胶辊座 | CNC加工中心铣平面、钻孔,电镀 |
辅助辊 | 精密加工,电镀>250um,圆跳动≤1.5um,Ø160mm,辊面长度250mm |
胶辊 | 精密加工,包进口三元乙丙胶,圆跳动<5um,Ø160mm,辊面长度250mm |
辅助辊、胶辊轴承 | 日本进口NSK |
减速机 | 卓蓝,1:100 |
伺服电机 | 日本三菱 |
刮刀 | 日本 进口,伺服电机自动调节刮刀高度 |
刮刀调节丝杆 | 日本三菱伺服电机驱动 |
刮刀千分表 | 日本进口 |
推动直线轴承 | NSK |
推动丝杆 | SBI |
推动伺服 | 日本三菱 |
过辊 | 大尺寸镜面铝辊 |
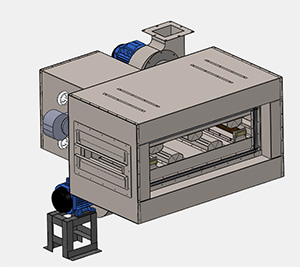
4.3 烘箱机构 | |
| |
箱体 | 不锈钢焊接,内外两层,中间填充隔热材料,外面温度小于45摄氏度 |
发热管 | 每区12KW,有9条发热管,外壳全不锈钢 |
鼓风 | 每区0.75KW,风量850m²/h,循环风节约能源设计,进风调节风门,循环风调节风门,鲜风调节风门,变频器调节速度 |
抽风 | 1个0.75KW风机,变频器调节速度, 最大出风量:850m²/h |
发热管控制 | 固态继电器控制,节约电能配置 |
温控仪表 | 智能调节温度, |
抽风管道 | 不锈钢焊接,内外两层,中间填充隔热材料 |
箱体内过辊 | 主动过辊 |
箱体支架 | 全不锈钢方通焊接 |
支架封板 | 全不锈钢,鼓风区域简易折装结构 |
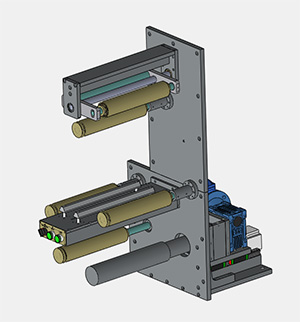
4.4 收卷机构 | |
| |
气胀轴收卷结构方式 | |
收卷底架 | 矩形通焊接,CNC加工中心铣平面、钻孔,烤漆 |
收卷立板 | CNC加工中心铣平面、钻孔,表面电镀 |
直线轴承 | 进口轴承 |
气动元件 | 亚德客 |
放卷电机 | 变频电机 |
气胀轴 | 台湾合资,单收卷结构,最大收卷卷径Ø250mm,最大承重200KG |
纠偏控制器 | 云优科技 |
浮辊机构 | 精密零件,精密电位器,台湾低摩擦气缸 |
压带机构 | 气缸驱动铝合金压条,亚德客气缸, 一套 |
操作面板 | 暂停、停止、涂布、收卷正转、收卷反转、压带功能 |
4.5控制柜系统 | |
触摸屏操作界面 | 昆仑通态 |
PLC中央控制系统 | 日本三菱 |
跟踪光纤 | 日本欧姆龙 |
位移感应器 | 日本松下 |
伺服驱动器 | 日本三菱, |
温度控制仪 | 日本欧姆龙, |
限位感应器 | 日本欧姆龙, |
变频器 | 英威腾/精研 |
纠偏系统 | 2套 |
加热系统 | 电力调整器恒电流控制模式, |
低压电气元件 | 法国施耐德、正泰、一批 |
4.6涂布方式简易示意图:
1,上料示意图:
2,基材运行示意图:
五、设备零配件品牌
序号 | 名称 | 品牌/ 说明 | 备注 |
1. | 涂布网纹辊 | 进口 | 圆跳动小于0.001mm |
2. | 涂布刮刀 | 日本进口 | 平行度小于0.0005mm |
3. | 行星减速机 | 台湾进口,精密级 | 一年包换 |
4. | 丝杆 | 日本进口丝杆 耐磨级 | |
5. | 轴承 | 日本NSK 精度 P4级别 | NSK |
6. | 变频电机 | 雨田 | 台湾雨田 |
7. | 气动系统 | 台湾亚德客 | 台湾 |
8. | 气胀轴 | 台资 3英寸,外表全电镀 | 圆跳动小于0.1mm |
9. | 触摸屏 | 威纶通 大屏10寸 | 高清晰 |
10. | PLC系统 | 日本三菱,高速运算级别 | 日本 |
11. | 伺服系统 | 日本三菱 0.75KWW,涂辊、胶辊使用0.75KW*2套,推动系统使用0.75KW*2套, | 日本、中惯量级,共7套 |
12. | 变频驱动系统 | 台湾台达 恒张力专用 0.75KW | 台湾 |
13. | 温度系统 | 欧姆龙 | 日本 |
14. | 长度计算器 | 日本内密控,高分辨率5000P | 日本 |
15. | 纠偏系统 | 云优科技,放卷纠偏、收卷纠偏,共2套 | 三菱PLC控制,深圳研控科技驱动器,区域式光眼检测器 |
16. | 低压电器 | 法国施耐德、正泰 | |
17. | 加热管 | 外壳全304不锈钢 | 一年包换 |
18. | 风机 | 外壳全304不锈钢 0.75KW/台 | 耐高温级 |
19. | 加热管控制器 | 恒定高效固态控制 | 省电高级配置 |
20. | 加热线 | 国标 6mm² | 国标 |
21. | 控制线 | 屏蔽控制电缆 | 国标 |
六、随机配送清单
6.1发热管2支。
6.2涂布机操作手册1本,(内容:操作涂布机的流程、注意事项、各个功能、维修解说)。
七、安装环境要求
1.相对湿度:10~80%HR。
2.电源:三相380V,50HZ,大于50A电力,电压波动范围:+10%~-10%。
3.压缩空气:经干燥,过滤和稳压后:气压大于6.0KG/cm^2。
4.地结:保护接地。
5.需方负责供方设计的电力,气源要求安装到现场涂布机就近的位置,要求每台设备设有独立的电源空气开关和气源接口。
6.涂布机外部的进风和排风管道阀门、排风机由需方自行提供。
7.设备在需方调试时使用的电力,基材,浆料需方免费提供,并负责安排相关操作人员,维修人员及技术人员的配合。
 订阅
订阅 
Copyright © 2024 东莞市研科智能科技有限公司

 中文
中文 English
English Deutsch
Deutsch Français
Français Русский
Русский