

一、设备概述
牵引极片通过施加了一定压力的压辊夹缝,使疏松极片受压力和压辊夹缝双重作用而被压实到预定厚度或预定压实密度,以实现使用经辊压后的极片所生产的锂电池达到设计/预定的体积能量密度和电池性能。

二、操作流程
张力放卷→纠偏→接带平台→切边除尘→极片缓冲→碾压(上下辊带括刀)→极片缓冲→纠偏→张力收卷
三、技术参数
序号 | 名称 | 参数 |
1 | 轧辊尺寸 | Φ400mm×450mm |
2 | 轧辊转速 | 2~12r/min,无级变速可调 |
3 | 碾压线速度 | 2~14m/min |
4 | 最大工作压力 | 200T |
5 | 最大轧制力 | 4000KN(400吨) |
6 | 轧辊表面光洁度 | 表面粗糙度为0.02μm(近似镜面) |
7 | 轧辊热处理 | 轧辊硬度:HRC66-68,轧辊调质:HB280-300,淬火深度≥18MM、轧辊圆柱度≤±0.001mm |
8 | 轧辊调整间隙:采用自动锁紧装置,0--2mm可调; | |
9 | 极片辊压方式:采用有间隙、有预压力的连续辊压方式;预压力采用液压施压方式最大预压力:6000KN,采用油压恒压力、限间隙工作方式,用电动泵增压方式产生油压;间隙调整范围:0-2mm。 | |
10 | 轧辊传动方式:采用万向联轴器上、下辊分别传动方式,并且在轧制连续涂布还是在间隙涂布极片运行平稳,无冲击或爬行; | |
11 | 油压动力采用电动油压系统; | |
12 | 切边刀具为拼装结构,刷片装置穿带方便,切边刀具宽度可调,适用于50~400mm分边; | |
13 | 收放卷机性能指标: a: 极片参数: 筒芯为φ76 mm,放卷最大直经为φ400 mm 极片最大宽度400 mm b: 放卷参数: 放卷时极片张力控制精度为5% 张力调节(设定)范围 0.5~12.5Kgf c: 边缘控制: 纠偏精度为≤±0.2mm d: 张力调节:25N。 | |
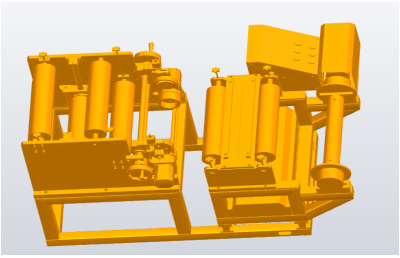
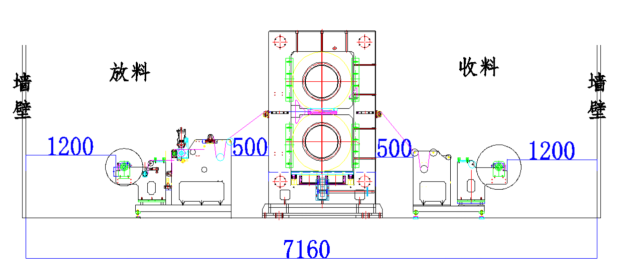
四、设备主要部件结构
极片连轧生产线主要由放卷机、油压对辊机、收卷机、电控系统、电动增压泵、纠偏装置等组成。
1.放卷机
本装置用来支承待轧制的卷料,并将其输送到轧机进行轧制。本装置由整体立板安装(厚度20mm),CNC加工中心制作,表面镀硬铬机架、直线轴承、纠偏装置、气涨轴、磁粉制动器及张力控制器、导辊等部分组成。
主要技术参数:
| 放卷轴 | 直径Ф76mm有效长度500mm;带控制阀门气涨轴,配置充气枪 |
| 最大放卷直径 | Ф400mm |
| 放卷承载能力 | 300kg |
| 张力控制器 | 0~25N.m(可调),采用法国科帝张力控制装置 |
| 纠偏设备 | 采用东登控制系统,控制器精度±0.2mm(Re)。 |
2.接带平台
| 接带平台 | 由接片平板、压杆、气缸、导轨组成,与放卷机装置为一体 |
| 接带方式 | 通过气缸带动压杆辅助完成接片操作 |
| 接片宽度 | 400mm |
3.切边除尘机
边除尘机由机架体、上切刀、下切刀、刷筒、吸尘器(用户自备)及浮动辊、导向辊等部分组成。主要功能是切除两边不涂布区域及边缘凸起部分,防止涂布部分与非涂布边缘部分在碾压过程中受力不同,导致延展不同出现的极片不平整状态。剪切边刀可调,适用范围广。
主要技术参数:
| 切刀转速(max) | 40 r/min |
| 切边宽度 | 300 mm~450mm(连续可调) |
| 电机功率 | 0.75 KW(三相380V 50Hz) |
| 重量 | 约0.4 T |
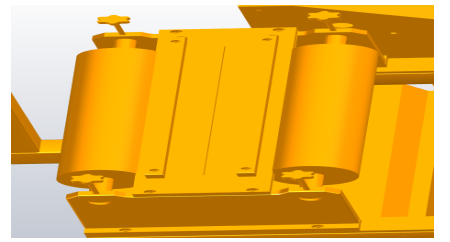
4.减振装置
减振装置是由机架、固定导辊、浮动导辊、直线导轨等部分组成,目的用于在间隙极片轧片中减少极片抖动,防止断带。
数量:2台,轧机前后各1套,前面缓冲与切边为一体组合,后缓冲与收卷机连体一组。
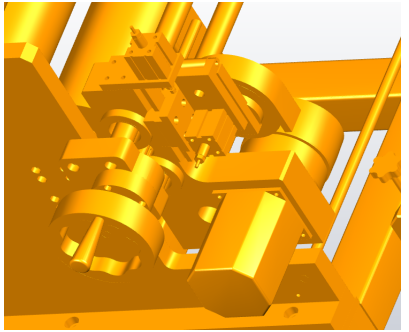
5.油压对辊机
轧机是连轧生产线中的主要设备,由口字型铸钢龙门架、万向联轴器、电机减速机、电动增压系统、间隙调整系统、电气控制系统、送料护板及辊面清洁机构等部分组成。
主要功能是使极片在轧辊的碾压下,使极片达到合适的密实度,并根据涂布厚度达到极片厚度要求。本设备采用滚珠丝杠楔铁间隙调整结构调节轧辊间隙,辊压速度通过变频器调节实现无级调速。
主要技术参数:
| 设备整体尺寸(长*宽*高) | 约长2850mm×宽850mm×高1500mm |
| 轧辊规格(辊面直径*辊面宽度) | φ400*450mm |
| 轧辊辊面有效使用宽度 | 400mm |
| 轧辊转速 | 2~12rpm无级变速可调 |
| 轧辊材质 | 9Cr3Mo(上市公司邢台轧辊股份有限公司产品) |
| 辊身表面硬度 | HRC≥66~68 |
| 轧辊调质 | HB280-300 |
| 淬火层深度 | ≥18mm |
| 轧辊径跳度 | ≤±0.001mm |
| 辊面粗糙度 | Ra=0.04 |
| 轧辊镀铬厚度 | ≥0.18mm |
| 轧辊面清洁 | 采用可调节深度的刀片调节装置,刀片为括刀式结构,刮刀贴近辊面,进行自动清除辊粘附料,并带有收集盒,刀片清洁为上下辊两套; |
| 整体空载径跳动 | ≤±0.002mm; |
| 传动方式 | 活节联轴器传动 |
| 主电机功率 | 8kW(2台*4KW 380V 50Hz) |
| 液压缸规格 | 缸径φ200mm行程10mm |
| 最大轧制力 | 4000KN |
| 两辊线压力 | 0.45~4.5t/cm |
| 间隙调整方式 | 中间楔块调整,液压恒压力 |
| 辊缝调节范围 | 0~3mm |
| 轧辊轴承 | P5级高精度轴承 |
| 设备布置方向 | 驱动动力部分在进料端左侧 |
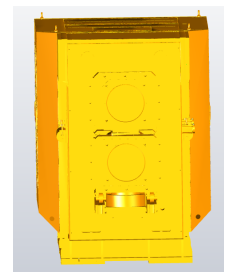
6.收卷机
收卷机的作用是将经过碾压后的电极材料卷绕在芯轴上。本装置由机架、直线轴承、纠偏装置、气涨轴、收卷电机、磁粉离合器及张力控制器、导辊等部分组成。
主要技术参数:
| 收卷轴 | 气涨轴直径:Ф76mm有效长度:400mm,带控制阀门气涨轴,配置充气枪 |
| 最大放卷直径 | Ф400mm |
| 最大承载能力 | 400kg |
| 张力控制器 | 0~25N.m(可调),采用法国科帝张力控制装置 |
| 纠偏装置 | 采用东登控制系统,控制器精度±0.2mm(Re)。 |
7.电器控制系统
整套设备电器部分由电控柜上的操作面板控制,由碾压主电机变频器、收卷电机、电动泵增压系统、磁粉制动器、磁粉离合器、张力控制器等部分组成。
1)放卷机由张力控制器通过磁粉制动器控制放卷张力。
2)轧机由主电机(变频调速电机11kW*2)驱动经减速机、万向联轴器传动带动轧辊转动,变频器控制实现变频调速。
3)收卷机由收卷电机驱动带动收卷轴实现收卷。张力控制器通过磁粉离合器控制收卷张力。
4)电动泵增压系统通过人机界面触摸屏调节控制油缸的升降带动碾压下辊的升降。
5)收放卷纠偏控制通过驱动电机分别带动放卷机、收卷机纠偏装置工作完成收放卷纠偏控制。
6)通过人机界面调节改变轧辊油压力;
7)轧辊移动数值由人机界面屏显示;
8)人机界面输入调节改变油压对辊机轧辊的间隙。
五、主要元器件品牌
序号 | 名称 | 品牌 |
1 | 触摸屏 | 威纶通/信捷或同等品牌 |
2 | 伺服驱动器 | 松下/汇川/信捷或同等品牌 |
3 | 液体压力传感器 | TPT505或同等品牌 |
4 | 轧辊变频器 | 海普蒙特或同等品牌 |
5 | PLC | 三菱/信捷/松下或同等品牌 |
6 | 电动增压泵 | 嵘丰或同等品牌 |
7 | 减速机 | 澳太或同等品牌 |
8 | 收放卷纠偏 | 东登或同等品牌 |
9 | 驱动器 | 东登或同等品牌 |
10 | 张力控制系统 | 法国科帝或同等品牌 |
11 | 轴承 | P5级高精度轧辊轴承或同等品牌 |
12 | 分边刀具 | 进口碳钢刀 |
六、随机配件清单
序号 | 名称 | 型号 |
1 | 磁性开关 | CMSG-020 |
七、安装环境要求
1.电源:AC380V/50Hz,功率约10KW。
2.压缩空气:0.5~0.8Mpa,流量:0.04M3/min
3.设备规格:
1)设备重量:约5吨。
2)外形尺寸:约L(2.85m)x W(0.85m)x H(1.5m)。
3)外观颜色:浅灰色。
4.环境要求:
1)环境温度:25±5℃。
2)相对湿度:30%~75%RCH,应保证现场空气干燥畅通、无酸碱腐蚀。
3)地线:保护接地。
 订阅
订阅 
Copyright © 2024 东莞市研科智能科技有限公司

 中文
中文 English
English Deutsch
Deutsch Français
Français Русский
Русский